
Cooperation that goes beyond technology
A CONTROL SOLUTION MIGRATION PROJECT Cama Group and Rockwell Automation work together to implement Integrated Architecture in robotic systems for installations worldwide.
 «There is something special in our business with Rockwell Automation, something which is more than an ordinary customer/supplier relationship. Over all these years we’ve built a strong relation, sharing our know-how in the packaging industry and in the automation field». These are the words of Annalisa Bellante - Marketing Manager at Cama Group. She uses them to describe the cooperation between her company - more than a machine builder, as it is a supplier of complete secondare packaging lines - and Rockwell Automation - more than a well-known automation components brand, as it is a global player in automation market, with a complete automation and control solutions supply and a worldwide, qualified and very reliable technical support team. There is nothing surprising, then, about the fact that the service and support given by the Rockwell Automation Global OEM Technical Consultants (GOTC) team played a major role in developing a project aimed at migrating the automation and motion control system used by the Cama Group’s robotic units from a mixed technology to one that was fully Rockwell Automation compliant.
«There is something special in our business with Rockwell Automation, something which is more than an ordinary customer/supplier relationship. Over all these years we’ve built a strong relation, sharing our know-how in the packaging industry and in the automation field». These are the words of Annalisa Bellante - Marketing Manager at Cama Group. She uses them to describe the cooperation between her company - more than a machine builder, as it is a supplier of complete secondare packaging lines - and Rockwell Automation - more than a well-known automation components brand, as it is a global player in automation market, with a complete automation and control solutions supply and a worldwide, qualified and very reliable technical support team. There is nothing surprising, then, about the fact that the service and support given by the Rockwell Automation Global OEM Technical Consultants (GOTC) team played a major role in developing a project aimed at migrating the automation and motion control system used by the Cama Group’s robotic units from a mixed technology to one that was fully Rockwell Automation compliant.
A migration inspired by integration
As Paolo Mosca, Electronic Department Manager at Cama Group, says: «Nearly a year ago we started on a new project with Rockwell Automation aimed at creating a new automation platform for our robots – based exclusively on Rockwell Automation technology». Having equipped its top loader robots with Rockwell Automation solutions, Cama decided to go further and migrate the logic and motion of its Triaflex robot family from a multi-brand technology to a fully Rockwell Automation one. This migration led to an R&D project, which was intended to satisfy precise market requests. Mosca continues: «We should respond to our customers needs: they ask to shift from a mixed technology, including multi-brand solutions, to a new one, which is based on Rockwell Automation hardware and software.
Of course, this shift should not compromise the efficiency and performances of production processes».
In cooperation with the GOTC team, Cama Group’s R&S Department and Mechanical and Electronic Engineering Offices started the new project, sharing their goals and project management methods with Rockwell Automation. «The most successful element of our cooperation was the clear definition of specifications and targets - thanks to the high skills of the teams involved - and the shared project managements methods. They allowed us to meet the time-to-market terms and keep costs under control» Mosca adds.
«From a technical point of view, our main idea was to integrate logic and motion on a unique automation platform for the robot. We decided on a modular approach, which could help us to adapt the solution according to the specific problems of our customers’ manufacturing processes».
Cama Group develops a huge amount of different applications worldwide: the company works mainly in the bakery, confectionery, pet food, dairy and coffee industries, but also pays great attention to the nonfood markets and to the naked product handling and packaging sectors.
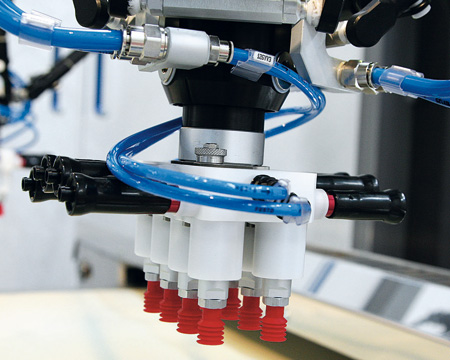
«Our robots go into complete packaging lines, which are customised according to any customer’s request» Mosca explains, underlining the complexity of the project. «The robot automation and control system had to fit different requirements: speed and flexibility in handling operations, different axes synchronisation in the plant and changeover management».
![]() Benefits from the machine builder to the end user
Benefits from the machine builder to the end user
High performances, high speed and strong reliability are the main goals Cama Group has achieved by implementing Rockwell Automation technology on its robotic cell. The project therefore completely addressed its first requirement, which was to keep production efficiency and effectiveness at the same level they were before adopting the Rockwell Automation Integrated Architecture solution.
«The adoption of a common electronic platform has given us a leaner production line which we can manage it in a really efficient way» Mosca says. «Furthermore, the modular approach gave us the possibility to design the plant, defining standards which can be used in future projects».
The benefits gained by Cama Group can be easily transferred to the end user too: a more rational use of parts and components in the line and a common interface to manage the plant, reduced spaces for electrical cabinets and wiring and, last but not least, a general saving in costs.
«The project we developed with Rockwell Automation has a strategic meaning for us, as it includes the technological trends we think will influence packaging industry in the next five years» Annalisa Bellante concludes.
«This is the reason why we needed to cooperate with a trusted company who had to be fully secure, highly qualified and as service oriented as we were with our customer. We can say that Rockwell Automation proved to be just that».
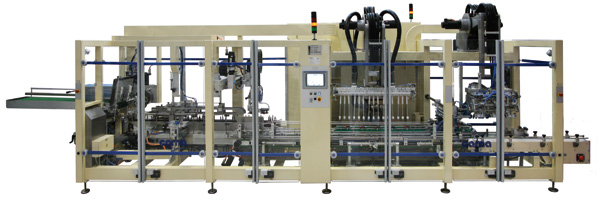
 A common platform for complex automation A common platform for complex automationWhen they started the project, Cama Group and Rockwell Automation defined technical specifications to size the PAC, I/O, motors, servo drives, inverters and visualisation panels. At the heart of the system is the Logix Platform with integrated motion. «We selected the Allen-Bradley L72 ControlLogix programmable automation controller (PAC) with Sercos interface, Kinetix 6000 and 6500 servo drives, PowerFlex inverter, MPL motors and PanelView Plus operator panels»Mosca details. |











